水導激光加工案例之氮化硅陶瓷齒輪:突破精密制造的技術革新
發布日期:2026-03-19 10:09 ????瀏覽量:
氮化硅陶瓷(Si?N?)因其高硬度、耐高溫、低熱膨脹系數等特性,被廣泛應用于航空航天軸承、精密傳動機構等高端領域。本次案例針對Φ2mm、厚度3mm的氮化硅陶瓷齒輪,采用水導激光加工技術,成功實現表面粗糙度Ra<0.2μm的精密加工要求,為微型陶瓷傳動部件的批量生產提供了可靠解決方案。
一、技術難點
-
材料特性挑戰:氮化硅陶瓷莫氏硬度達7級以上,脆性大,加工過程中極易產生微裂紋。微型齒輪齒形復雜,傳統加工方式難以保證齒面完整性和尺寸精度。
-
精度要求嚴苛:Φ2mm的微型齒輪對齒形精度、表面粗糙度要求極高,任何微小的熱變形或崩邊都會影響傳動性能和使用壽命。
-
良品率瓶頸:傳統加工方式良品率普遍低于90%,難以滿足規模化生產需求。
二、水導激光加工方案
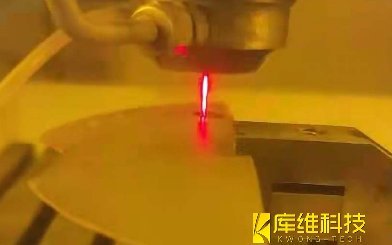
1、加工工作原理
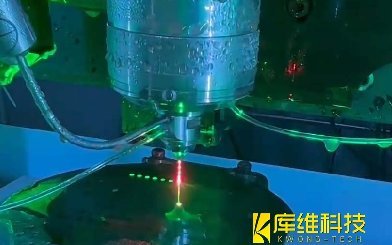
水導激光加工技術是一種混合加工方法,它將激光與“細如發絲”的水射流相結合,以類似于傳統光纖的方式通過全內反射精確引導激光束,水射流可以持續冷卻切割區域并有效地清除碎屑。作為一種“清潔、受控的冷激光技術”,水導激光加工技術解決了干式激光加工技術存在的重大問題,如熱損傷、污染、變形、碎屑沉積、氧化、微裂紋、錐度和精度低。
2、加工參數
針對Φ2mm×3mm氮化硅陶瓷齒輪的加工需求,我們采用了532nm綠光激光器配合50μm直徑水射流的工藝組合。激光脈沖寬度設為納秒級,功率密度精確控制在材料去除閾值附近,既保證足夠的蝕除效率,又避免過度的熱積累。
水壓設定為300bar,水流速度穩定在150m/s,確保水射流的層流狀態。加工過程中,平臺按照預設的齒輪輪廓軌跡運動,單次切縫寬度控制在80μm以內。為保證表面粗糙度達到Ra<0.2μm的嚴苛要求,我們采取了"淺切多遍"策略,每層去除厚度控制在20μm左右,并優化了激光重疊率,使接縫處平滑過渡。
整個加工過程無需冷卻液額外注入,水射流本身即起到冷卻、排屑的雙重作用,大幅簡化了工藝流程。與傳統金剛石磨削相比,加工效率提升5-8倍,且無刀具磨損問題。
3、智能工藝數據庫?
基于30余種陶瓷材料的加工數據庫,系統自動匹配最佳參數組合。例如,針對氮化硅陶瓷的“激光能量-進給速度”響應曲面模型,可將加工穩定性提升40%。
4、加工成果
經過水導激光精密加工的氮化硅陶瓷齒輪,各項指標均達到或超過預期要求。齒輪輪廓清晰,齒形誤差控制在±2μm以內,遠優于傳統工藝的±10μm水平。關鍵的是,表面粗糙度實測值為Ra0.15-0.18μm,完全滿足Ra<0.2μm的設計要求。在顯微鏡下觀察齒輪邊緣完整,無崩邊、無微裂紋,齒面光滑完整。單件加工時間約3-5分鐘,適合批量生產
水導激光加工技術為硬脆材料的精密制造開辟了新路徑。本次氮化硅陶瓷齒輪加工案例的成功實施,不僅解決了傳統加工方式的技術瓶頸,更為微型陶瓷傳動部件的產業化應用奠定了堅實基礎。隨著技術的持續優化,水導激光將在更多高端制造領域展現其獨特價值。
如需了解更多水導激光加工解決方案,歡迎與我們聯系獲取專業技術支持。
相關文章
水導激光加工案例之金剛石散熱片切割
水導激光加工案例之航空7075鋁合金格柵加工
水導激光如何通過“水束光纖”實現精密加工的
水導激光切割技術:金剛石復合材料精密加工的革新力量

水導激光加工中可以控制的技術指標及其相互間的影響
水導激光加工中用到的超純水與普通純凈水有什么區別?

水導激光加工案例之硅齒輪切割:高精度制造的破局者

水導激光加工:重構電子產品微納制造的精密利器

不同顏色的激光器在加工過程中對材料的影響程度
